Diversaj bobenaj dratoj, duobla drato, multdrato, kukvundo speciala indukto, paralela emajlita drato, diversaj specifoj personecigitaj


Priskribo de la produkto
1. Karakterizaĵoj:Agordaj specifoj kaj izola tavolo varioj, kaj la surfaca tavolo povas esti kovrita per mem-adhesiva tavolo.
2. Specifa gamo:ununura linio kun la sama specifo sed malsamaj koloroj, malsamaj specifoj kaj malsamaj varioj (unulinia specifa gamo: 0.03mm-0.500mm).
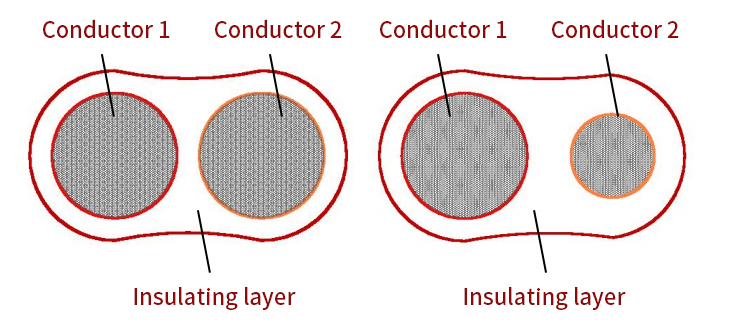
3. Produkta apliko:Ĝi estas ĉefe uzata en alta postulo duoblaj / multdrataj paralelaj vunditaj produktoj, kiel specialaj induktoroj, RF-transformiloj, ktp;Ĝi povas esti bobenita en du/tri/kvin volvaĵkomunumojn kun malsamaj koloroj kaj tute konsekvenca rezisto/induktanco kaj aliaj parametroj, aŭ en du/tri/kvin volvaĵkomunumojn kun malsamaj specifoj sed identa dratlongo.
4. La skema diagramo estas kiel sekvas:

Proceza fluo de emajlita drato
1, Rekompenco:Sur normale funkcianta emajlita maŝino, la plej granda parto de la energio kaj fizika forto de la funkciigisto estas konsumitaj en la pagparto.Anstataŭigi la pagan bobenon igas la funkciigiston pagi multe da laboro.La kvalitproblemoj kaj operaciaj malsukcesoj facile okazas sur la linio al lini artikoj.La efika metodo estas pagi en granda kapablo.La ŝlosilo por pagi estas kontroli la streĉiĝon.Kiam la streĉiĝo estas granda, ĝi ne nur maldikigos la konduktoron, faros la surfacon de la konduktoro perdi brilon, sed ankaŭ influos multajn proprietojn de la emajlita drato.
2, Streĉado:La celo de streĉado estas fari la konduktoron, kiu estas malmoligita pro kradoŝanĝo dum la streĉado de la ŝimo varmigita je certa temperaturo, tiel ke la fleksebleco postulata de la procezo povas esti restarigita post la molekula krado rearanĝo.Samtempe, la resta lubrikaĵo kaj oleo-makulo sur la konduktila surfaco dum la streĉado povas esti forigita, tiel ke la konduktoro povas esti facile pentrita kaj la kvalito de la emajlita drato povas esti garantiita.
3, Pentraĵo:pentrado estas la procezo kovri la emajlita drata farbo sur la metala konduktilo por formi unuforman farbotavolon kun certa dikeco.
4, Bakado:Kiel pentrado, bakado estas cikla procezo.Unue, la solvilo en la farbosolvo estas vaporigita, poste resanigita por formi filmon, kaj tiam la farbo estas bakita.Malpurigaĵoj estos generitaj en la bakado, do la forno devas esti eligita tuj.Ĝenerale, kataliza brula varma aero cirkulada forno devas esti uzata.Samtempe, la kvanto de malŝparo ne estu tro granda aŭ tro malgranda.Ĉar granda kvanto da varmo estos forprenita en la procezo de malŝparo, do malŝparo ne nur certigos sekuran produktadon kaj produktan kvaliton, sed ankaŭ ne kondukos al granda kvanto da varmoperdo.
5, Malvarmigo:La emajlita drato eliranta el la forno havas altan temperaturon, molan farban filmon kaj malaltan forton.Se ĝi ne estas malvarmigita ĝustatempe, la farbofilmo trapasanta la gvidradon estos difektita, kio influos la kvaliton de la emajlita drato.
6, Lubrikado:la lubrikado de emajlita drato havas grandan rilaton kun la streĉeco de preno.La lubrikaĵo uzata por la emajlita drato povas fari la surfacon de la emajlita drato glitiga, sen damaĝo al la drato, sen tuŝi la forton de la bobeno kaj sen influi la uzon de la uzanto.La ideala kvanto da oleo estas sentigi la emajlita drato glitiga, sed neniu evidenta oleo videblas sur la mano.El kvanta perspektivo, 1 g da lubrika oleo povas esti kovrita sur la surfaco de 1 ㎡ emajlita drato.
7 、 konduko de drato:La celo de dratprenado estas envolvi la emajlitan draton sur la bobenon kontinue, firme kaj egale.Estas postulate, ke la alprena mekanismo estu veturita stabile, kun malalta bruo, taŭga streĉiĝo kaj regula drataranĝo.
Post koni la produktadprocezon de emajlita drato detale, ĉu vi pensas, ke ne estas facile produkti emajlita drato, kiu plenumas la normajn postulojn, ĉar ĉiu proceda paŝo, kiel bakado aŭ pentrado, influos la kvaliton de emajlita drato, kaj ĝi estas ankaŭ tuŝita de krudaj materialoj, kvalito, medio, produktada ekipaĵo kaj aliaj faktoroj, do la produktokvalito estos malsama.Kvankam la kvalitaj trajtoj kaj markoj de diversaj emajlitaj dratoj estas malsamaj, ili esence havas kvar ecojn, nome mekanikajn ecojn, kemiajn ecojn, elektrajn ecojn kaj termigajn ecojn.




